The core of the bag filter is the filter bag material. Currently, the main filter bag materials include polyphenylene sulfide (PPS), polyimide (P84), polytetrafluoroethylene (PTFE), and fiberglass (GL). The applicable temperature range and advantages and disadvantages of each material are detailed in Table 1. In order to better integrate the advantages of various filter bag materials, and overcome the disadvantages of each, composite filter bags composed of two or more materials are also commonly used.
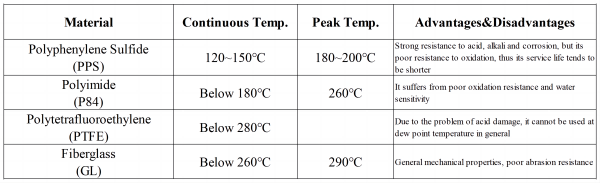
Table 1: Applicable temperature and advantages/disadvantages of different filter bag materials.
Table 1 shows that, overall, bag filter dust removal is only suitable for medium and low-temperature flue gas. Therefore, when the flue gas temperature is high, it is necessary to cool it down with water or air before it enters the bag filter dust collector to protect the filter bags from damage.
In recent years, with the increase of nitrogen oxide emission standards, integrated denitrification and dust removal bag filter has received attention, and the key technology lies in the development of catalyst-coated filter bags. Catalysts such as manganese/vanadium are attached to the surface of the filter bag, and ammonia gas is sprayed into the bag filter dust collector or its inlet flue gas. Under the action of the catalyst, the ammonia gas reacts with the nitrogen oxides in the flue gas to generate nitrogen gas. This is similar to the removal mechanism of nitrogen oxides in the SCR (Selective Catalytic Reduction) reactor, which selectively reduces NO and NO2 into N2 using the reducing agent NH3 at 180-400В°C under the action of the catalyst, while almost no oxidation reaction of NH3 and O2 occurs. This improves the selectivity of the main reaction, reduces the consumption of the reducing agent, reduces costs, and is conducive to controlling ammonia escape.
In recent years, many experts and scholars have been committed to the development of catalyst-coated filter materials. Wang Xie used surfactant dispersion, Xu coating, and suction filtration methods to load MnO2/polypyrrole catalyst onto PPS filter material. The catalyst loading amount is about 44g/m2. Under laboratory conditions, the catalyst-coated PPS filter bag can achieve a denitrification efficiency of 80% at 180В°C.
Zheng Weijie used the mechanism of relevant redox reactions to grow three different catalyst components Mn-CeOx, Mn-SnOx, and Mn-Ce-SnOx in situ on the surface of PPS fibers. The results showed that under laboratory conditions, the denitrification rate of the three different catalyst-coated filter materials can reach 100% when the preparation condition is KMnO4/PPS mass ratio of 0.6 and the denitrification reaction temperature is 180В°C, and even the filter material coated with Mn-Ce-SnOx catalyst can achieve a denitrification rate of 100% at a denitrification reaction temperature of 120В°C.
Zou Haiqiang used ultrasound dispersion to attach 6% MnO2/CNFs catalyst to the surface of aromatic polyester filter material, and after being coated with polydopamine, under laboratory conditions at 180В°C, the denitrification efficiency can reach 80%.
Wang Min attached MnOx to the filter bag of the bag filter dust collector and studied the influence of temperature, oxygen content, and inlet gas flow rate on the denitrification effect. The research results showed that when the reaction temperature was 150В°C and the flue gas content in the reaction gas was 5%, the nitrogen oxide removal rate could reach 75%.
Comparison study of catalyst-attached filter bags and catalyst-attached ceramic filter tubes
The principles of dust removal and denitrification for catalyst-attached filter bags and catalyst-attached ceramic filter tubes are basically similar: dust removal is mainly based on screening; denitrification uses ammonia as a reducing agent for catalytic denitrification, and both use manganese iron/vanadium titanium catalysts. However, the applicable temperature range of filter bags is about 120~280в„ғ, so low-temperature and medium-temperature catalysts are mainly used for catalyst-attached filter bags.
The applicable temperature range of ceramic filter tubes is wider, up to 1000в„ғ, so low-temperature, medium-temperature, or high-temperature catalysts can be chosen according to the specific characteristics of the flue gas and industry. This can avoid the phenomenon of cooling the flue gas before entering the dust collector due to high temperature, which is beneficial to reducing energy consumption.
Currently, the denitrification efficiency of medium-temperature and high-temperature denitrification catalysts is higher than that of low-temperature catalysts, and the prices are relatively lower. In addition, sulfur trioxide in the flue gas reacts with ammonia to generate ammonium sulfate, ammonium hydrogen sulfate, and other sulfur ammonium compounds. Ammonium hydrogen sulfate has high viscosity, and its viscosity increases as the temperature decreases. Even when the reaction temperature is below 150в„ғ, it will adhere to the surface of the catalyst in a liquid form, adsorb fly ash, block the pores of the catalyst, and cause the catalyst to become deactivated. Therefore, the stable operation of ceramic filter tubes at medium and high temperatures is conducive to improving denitrification efficiency and extending the service life of the catalyst.
The online backflushing technology of bag filter and filter tube dust collectors can effectively extend the life of the catalyst. Although particulate matter will deposit on the surface of the filter bag, some fine particles may still enter the interior of the filter medium. When they come into contact with the catalyst attached to the filter bag, it is easy to block the pores on the surface of the catalyst, causing catalyst poisoning; in addition, alkali metals in the flue gas can also reduce the activity of the catalyst. Therefore, as the operation time of the filter bag or ceramic filter tube increases, the activity of the catalyst will gradually decrease. The timed backflushing of bag filter or ceramic filter tube dust collectors can effectively slow down the impact of fine particles on the catalyst, extend the service life of the attached catalyst, make the service life of the denitrification catalyst closer to that of the filter bag or filter tube, and effectively reduce the amount of waste catalyst generated.
The use of catalyst-attached filter bag technology can achieve integrated denitrification and dust removal on the basis of almost not changing the footprint of the bag filter, effectively reducing the footprint of flue gas purification equipment, and is particularly suitable for new or renovated projects with limited space. The height of the bag filter's filter bag is generally about 6 meters, and the height of the dust collector body is about 20~25 meters. However, the size of the ceramic filter tube in the filter tube dust collector is generally no more than 3 meters, and the height of the filter tube dust collector is about 18~20 meters. Therefore, the footprint of the ceramic filter tube dust collector is smaller than that of the bag filter dust collector, and the installation is more flexible.
The bag filter with denitration catalyst attached to the filter bag is currently still in the laboratory research and development stage, and there are currently no practical engineering application cases. However, the high-temperature ceramic filter tube denitration and dust removal integrated equipment has been applied in many industries such as domestic and foreign construction waste incineration, waste sludge incineration, glass kilns, non-ferrous metals, biomass power plants, hazardous waste incineration, and cement kilns.
In 2011, the Ishinomaki Construction Waste Incineration Plant in Miyagi Prefecture, Japan began using the catalyst-attached ceramic filter tube technology. The concentration of dioxin in the original flue gas was 40 ng DE/Nm3 (dry flue gas oxygen content was 10%), while the concentration of dioxin in the outlet flue gas was <0.06 ng Вұ0.02 ng DE/Nm3 (dry flue gas oxygen content was 10%), with a removal rate of 99.85%.
Jinan Weiquan Biomass Power Plant completed the renovation of the flue gas purification system on January 11, 2020. The high-temperature composite filter tube denitration and dust removal integrated system and its supporting equipment began to operate. According to online monitoring, its flue gas emissions meet the emission limits required by the environmental impact assessment of this project: nitrogen oxides <50 mg/Nm3 and particulate matter <15 mg/Nm3. In addition to the above industries, it also has certain prospects for promotion and application in fields such as municipal solid waste incineration.
Conclusion
мөңк·ј лӘҮ л…„ лҸҷм•Ҳ мІ к°•, нҷ”л Ҙ л°ңм „, л°”мқҙмҳӨл§ӨмҠӨ мҶҢк°Ғ, л°ңм „мқ„ мң„н•ң нҸҗкё°л¬ј мҶҢк°Ғ, мң н•ҙ нҸҗкё°л¬ј мҶҢк°Ғ л“ұ мӨ‘көӯмқҳ л§ҺмқҖ мӮ°м—… л¶Җл¬ёмқҖ м җм җ лҚ” м—„кІ©н•ң л°°м¶ң кё°мӨҖм—җ м§Ғл©ҙн•ҙ мһҲмҠөлӢҲлӢӨ. мғҲлЎңмҡҙ н”„лЎңм қнҠёлҠ” мў…мў… кё°мЎҙ кё°мҲ кіј кё°нғҖ кё°мҲ мқ„ мЎ°н•©н•ҳм—¬ лҚ” м—„кІ©н•ң л°°м¶ң н‘ңмӨҖмқ„ 충мЎұн•ҳлҜҖлЎң л°°м¶ң м ңм–ҙ кё°мҲ кІҪлЎңмқҳ мҲҳк°Җ мҰқк°Җн•ҳкі л°°м¶ң м ңм–ҙ мӢңм„Өм—җ н•„мҡ”н•ң л©ҙм Ғкіј нҲ¬мһҗк°Җ нҒ¬кІҢ мҰқк°Җн•©лӢҲлӢӨ. лҸҷмӢңм—җ л§ҺмқҖ кё°мЎҙ н”„лЎңм қнҠёлҠ” мӮ¬мқҙнҠё кіөк°„м—җ мқҳн•ҙ м ңн•ңлҗҳм–ҙ м—…к·ёл Ҳмқҙл“ңлҘј мң„н•ң кё°мҲ мЎ°н•©мқ„ мӮ¬мҡ©н•ҳкё°к°Җ лҚ” м–ҙл өмҠөлӢҲлӢӨ. л”°лқјм„ң л°°м¶ң м ңм–ҙ 분야м—җм„ңлҠ” м—¬лҹ¬ кё°лҠҘмқ„ н•ҳлӮҳмқҳ л°°м¶ң м ңм–ҙ мӢңмҠӨн…ңмңјлЎң нҶөн•©н•ҳлҠ” мһҘм№ҳк°Җ м ҲмӢӨнһҲ н•„мҡ”н•©лӢҲлӢӨ.
мқҙ кё°мӮ¬м—җм„ң мҶҢк°ңн•ң мҙүл§Ө мҪ”нҢ… н•„н„° л°ұкіј мҙүл§Ө мҪ”нҢ… н•„н„° нҠңлёҢмқҳ н”„лЎңм„ёмҠӨлҠ” нҶөн•© нғҲм§Ҳ л°Ҹ лЁјм§Җ м ңкұ°лҘј лӢ¬м„ұн• мҲҳ мһҲмқ„ лҝҗл§Ң м•„лӢҲлқј м—°лҸ„ к°ҖмҠӨмқҳ лӢӨмқҙмҳҘмӢ кіј к°ҷмқҖ кё°нғҖ лҸ…м„ұ л°Ҹ мң н•ҙ м„ұ분мқ„ нҡЁкіјм ҒмңјлЎң м ңкұ°н•ҳм—¬ м—¬лҹ¬ мҳӨм—ј л¬јм§Ҳмқҳ кіөлҸҷ мІҳлҰ¬лҘј лӢ¬м„ұн• мҲҳ мһҲмҠөлӢҲлӢӨ. . мқҙ м ‘к·ј л°©мӢқмқҖ мһҘ비 мһ‘лҸҷ л°Ҹ мң м§Җ кҙҖлҰ¬мқҳ м–ҙл ӨмӣҖмқ„ нҡЁкіјм ҒмңјлЎң мӨ„мқј мҲҳ мһҲмңјл©° л§ҺмқҖ мӮ°м—…, нҠ№нһҲ л°°к°ҖмҠӨ мІҳлҰ¬ мҡ©лҹүмқҙ мһ‘мқҖ н”„лЎңм қнҠём—җ л„җлҰ¬ м Ғмҡ©н• мҲҳ мһҲмҠөлӢҲлӢӨ. л”°лқјм„ң нҶөн•© нғҲм§Ҳ л°Ҹ лЁјм§Җ м ңкұ° н•„н„° л°ұкіј м„ёлқјлҜ№ н•„н„° нҠңлёҢмқҳ м Ғмҡ©мқҖ л°°м¶ң м ңм–ҙ 분야мқҳ лҜёлһҳ л°ңм „ 추세 мӨ‘ н•ҳлӮҳмһ…лӢҲлӢӨ.
Sanyuan Industrial Zone, Xinzhan Area, Hefei, Anhui, China
Office in Shanghai: Room 602, Block E, Poly Plaza, Pudong, Shanghai, China
(24 мӢңк°„ кі к°қ м„ң비мҠӨ)
Contact Person : Ryan Kang
MP : +82-10-4842-3326
Company Name : Respring Co.,Ltd
Contact Address : 3F, 133 Maean-ro, Haeryong-myeon, Suncheon-si, Jeollanam-do, ROK