Feb 22, 2022
일반 섬유 원료
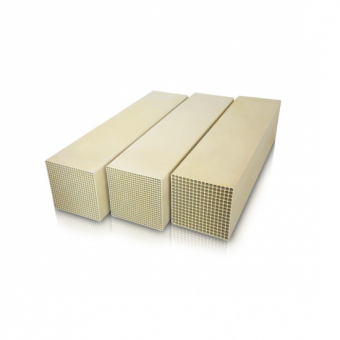
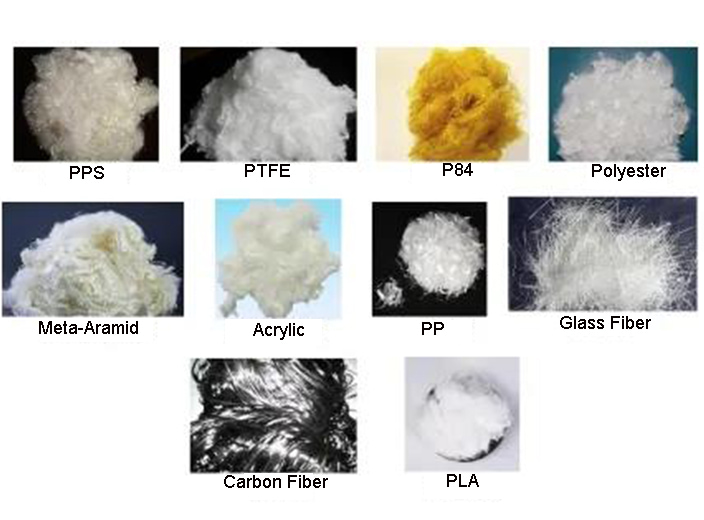
섬유는 부직포 재료의 가장 기본적인 원료. 부직포 재료는 원사의 배열과 결합에 의해 형성되는 전통적인 직물,, 섬유 원료로 직접 구성된 섬유 집합체이기 때문에. 재료.가 더 직접적인 영향을 미칩니다. 부직포 기술에 사용되는 섬유 원료는 매우 광범위. 합리적인 성능과 가격 비율로 부직포 제품을 생산하기 위해, 먼저 부직포 재료에서 섬유의 역할을 이해하는 것이 필요합니다, 마스터 섬유의 기본 물성,과 부직포 가공 기술과 후가공 기술.에 따라 섬유의 기본 물성을 결정하고 섬유 원료.를 적절하게 선택하는 장비는 일반적인 섬유 원료를 그림으로 나타내었다. 아래. 부직포의 특성은 많은 요인과 관련이 있습니다, 가장 중요한 것은 섬유의 특성입니다. 부직포 재료의 특성에 대한 섬유의 영향은 주로 두 가지 측면,에 반영됩니다. 손, 다양한 부직포 구조를 통해 섬유에 의해 직접적으로 표현되는 재료 특성; 반면에, 부직포 가공에서 섬유의 가공 적응성은. 부직포의 최종 특성에도 영향을 미칩니다. 1. 섬유 외관이 부직포의 특성에 미치는 영향 섬유의 겉보기 특성은 주로 길이, 선형 밀도, 크림프, 단면 형상 및 표면 마찰 특성, 등.을 포함합니다. 부직포 재료의 특성에 미치는 영향은 다음과 같이 논의됩니다. 1. 섬유 길이 및 길이 분포긴 섬유 길이는 주로 섬유 사이의 응집력 증가, 얽힘 포인트 증가, 얽힘 효과의 향상, 및 결합 방법, 섬유 길이가 길다, 결합점 증가, 접착력 강화, 부직포의 강도 증가. 섬유 강도의 활용도. 2. 섬유선밀도 섬유 선밀도가 작다, 얻어진 부직포 재료는 높은 부피 밀도, 높은 강도와 부드러운 촉감. 부직포 재료의 동일한 면적 밀도 조건에서, 더 작음 섬유 선밀도, 더 많은 섬유,와 섬유 사이의 접촉점과 접촉 면적이 증가하여, 섬유 사이의 결합 면적이 증가하거나 섬유 사이의 결합 면적. 미끄럼 저항,이 증가하여 섬유 사이의 결합 면적이 증가하여, 부직포의 강도. 그러나, 너무 가는 섬유는 개방, 카딩 및 웹 형성에 어려움을 야기. 부직포 재료에 일반적으로 사용되는 섬유 선밀도는 1.2~33dtex. 일반적으로, 조 섬유는 주로 카페트와 패드,에 사용되며 주요 고려 사항은 일부 필터 재료, 섬유 혼합 또는 다양한 선형 밀도의 기울기 분포에 대해 부직포 재료의 탄성을 개선하는 것입니다, 여과 성능을 개선하려면 미세에서 거친 사양이 필요합니다.. 3. 파이버 컬 섬유 크림프는 섬유 웹의 균일성과, 강도, 섬유가 더 많이 권축될 때 부직포 재료의 탄성 및 느낌., 섬유 간의 응집력에 일정한 영향을 미칩니다. 크기가 크고, 웹 형성 시 웹이 잘 부러지지 않음, 균일성이 양호,, 접합 과정에서 운반 또는 접는 가공이 더 원활., 높은 정도의 섬유 컬, 결합 지점 사이의 섬유는 일정한 탄성 신도,를 유지하여 제품이 부드럽고 탄성이 있는 느낌. 니들 펀칭 보강 및 스티치 본딩과 같은 부직포 재료에서, 섬유 크림프,가 높을수록 응집력,이 높아져 섬유 사이의 미끄럼 저항이 증가하고 제품의 강도와 탄성이 향상됩니다.. 천연 섬유, 중 면 섬유에는 천연 권축,이 있으며 성숙 및 일반 권축이 많이 있습니다. 양모 섬유에는 주기적인 천연 주름이 있습니다. 화학 섬유는 제조 과정에서 주름 기계로 압출하여 주름을 잡을 수 있습니다. 일반적으로, 센티미터당 주름의 수는 4~6.입니다. 4. 섬유 단면 형상 섬유의 단면 모양은 강성에 일정한 영향을 미칩니다., 탄성, 부직포 재료의 접착력과 광택. 천연 섬유는 자체적으로 자연스럽게 형성된 단면 모양.을 가지고 있습니다. 예를 들어, 면 섬유는 허리가 둥글고 중앙에 구멍이 있습니다. 실크는 불규칙한 삼각형입니다. 모양, 속이 빈 모양, 등. 다양한 단면 모양이 제품 성능에 직접적인 영향을 미칩니다.. 예를 들어, 삼각형 단면의 섬유는 원형 단면의 섬유,보다 강성이 더 높지만, 단면이 타원형인 섬유는 단면이 원형인 섬유에 비해 강성이 낮음. 중공사는 강성이 우수, 푹신함과 보온성이 우수. 화학적으로 결합된 부직포 재료를 가공할 때, 중공사의 모양 섬유 단면은 접착제의 접촉 면적과 밀접한 관련이 있습니다. 예를 들어, 별 모양 단면 섬유의 표면적은 원형 단면 섬유의 표면적보다 약 50% 더 큽니다. 동일한 선형 밀도. 면적이 클수록, 더 큰 접착력. 평평한 단면 섬유의 낮은 굽힘 강성은 수력 얽힘 효과를 증가시키고 기계적 특성을 개선합니다. 특정 광학 효과는 다음과 같이 얻을 수 있습니다. t 표면의 빛 반사 특수 모양의 단면이 있는 섬유. 예를 들어, 삼각형 단면(실크 단면과 유사)은 제품의 수많은 삼각형 프리즘과 같습니다. 분리되는 다양한 색상은 부드러운 광택을 생성할 수 있습니다. 5. 섬유표면의 마찰계수 섬유 표면의 마찰 계수는 제품의 성능에 영향을 미칠 뿐만 아니라, 니들 펀칭 및 스티칭과 같은 기계적으로 강화된 부직포 재료의 가공 기술.에도 영향을 미칩니다, 섬유 표면의 마찰 계수 크기가 크고, 섬유 미끄럼 저항도 커서, 제품의 강도를 향상시키는 데 도움이 됩니다. 그러나, 마찰 계수가 너무 크면, 내침 저항이 증가합니다,. 3 천공을 어렵게 하고, 바늘이 부러지는 등의 고장을 유발. 또한, 합성섬유는 마찰계수가 커서, 정전기 발생 및 축적을 일으키기 쉽기, 정상에 영향을 미친다,. 카딩 및 웹 형성의 진행. 따라서, 합성 섬유는 일반적으로 사전에 정전기 방지제 또는 온도와 습도의 균형으로 표면 처리. 2. 부직포 재료의 물성에 대한 섬유의 물리적, 기계적 성질 및 화학적 성질의 영향 섬유의 물리적, 기계적 특성 및 화학적 특성은 주로 파괴 강도 및 신도, 초기 가로 중량, 탄성 회복, 용이한 감기 및 마모에 대한 내성, 흡습, 열적 특성, 화학적 성질을 포함합니다. 저항 및 노화 저항. 이러한 특성은 부직포의 성능에 직접적인 영향을 미치며, 다음은 가공을 위한 섬유의 적합성에 영향을 미치는 몇 가지 특성을 강조합니다.. 1. 섬유의 기계적 성질 부직포 가공 중, 섬유가 늘어남, 구부러짐, 압축, 문지르고 비틀어 다양한 변형을 생성. 부직포 재료를 사용하는 동안, 주요 외력은 장력, 섬유의 굽힘 특성은 인장 특성.과도 관련이 있으므로, 인...
더보기